 При быстром развитии строительной отрасли ручной труд человека используется всё меньше и меньше. Большую часть работы теперь выполняет различная механическая техника, которая делает всё максимально быстро и качественно. Это механизация коснулась также и профессии арматурщика, которая считается одной из наиболее трудных и ответственных работ. Раньше такому рабочему требовались большие физические усилия, так как ему было необходимо самостоятельно сгибать тяжёлые виды арматур и определять точный угол вручную. Но теперь вся эта работа выполняется специальными станками для гибки арматуры. Они обладают небольшими габаритами и требуют минимального технического обслуживания.
При быстром развитии строительной отрасли ручной труд человека используется всё меньше и меньше. Большую часть работы теперь выполняет различная механическая техника, которая делает всё максимально быстро и качественно. Это механизация коснулась также и профессии арматурщика, которая считается одной из наиболее трудных и ответственных работ. Раньше такому рабочему требовались большие физические усилия, так как ему было необходимо самостоятельно сгибать тяжёлые виды арматур и определять точный угол вручную. Но теперь вся эта работа выполняется специальными станками для гибки арматуры. Они обладают небольшими габаритами и требуют минимального технического обслуживания.  Самыми важными преимуществами являются возможность работы при низких температурах и невысокая потребляемая мощность. С помощью данного оборудования также производится обработка металлических полос, прутков из стали с резьбой, арматурной (или углеродистой) стали и сортового проката. Модели гибочных станков, оснащенные электрическими двигателями, варьируются в зависимости от мощности, конструкции привода, геометрических габаритов и веса, что позволяет покупателям выбирать наиболее оптимальный вариант.
Самыми важными преимуществами являются возможность работы при низких температурах и невысокая потребляемая мощность. С помощью данного оборудования также производится обработка металлических полос, прутков из стали с резьбой, арматурной (или углеродистой) стали и сортового проката. Модели гибочных станков, оснащенные электрическими двигателями, варьируются в зависимости от мощности, конструкции привода, геометрических габаритов и веса, что позволяет покупателям выбирать наиболее оптимальный вариант.
Виды станков:
- Ручной (обладает максимальной толщиной стержня до 14 мм и подходит для нечастого использования);
- Гидравлический (предназначен для аккуратной работы с мелкими деталями);
- Электромагнитный (имеет небольшой размер и также эффективны при работе);
- Электромеханический (оснащены поворотной балкой, что сделало их самыми точными и мощными среди всех остальных).
|
Ручной станок |
Гидравлический станок |
Электромагнитный станок |
Электромеханический станок |
 |
 |
 |
|

Основные узлы станка для гибки арматуры:
- корпус;
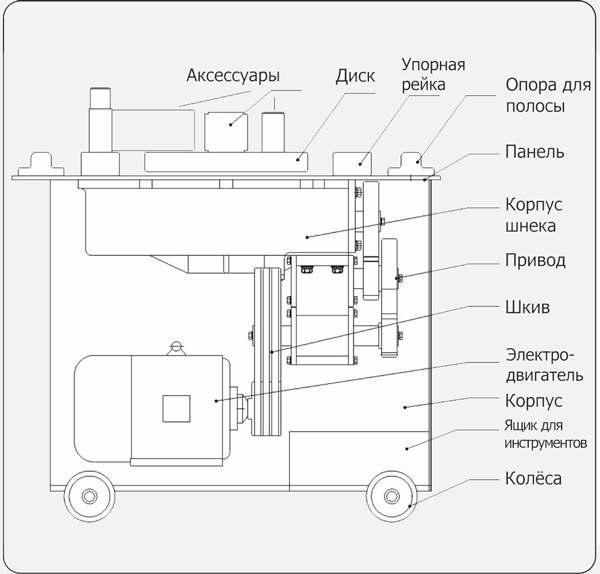
- привод;
- механизм для уменьшения количества оборотов двигателя (иными словами – редуктор);
- панель управления;
- гибочное устройство (упорная рейка, диск, ролики, дополнительные приспособления).
Принцип работы довольно прост и лёгок. Сначала арматура ложится на рабочий диск машины между тремя роликами. Затем запускается станок, где обрабатываемое изделие при его вращении заклинивается гибочным роликом, после чего происходит сгибание данной арматуры по заданным параметрам. По окончании операции гибочный ролик «отпускает» обработанный (согнутый под определенным углом) стальной или металлический пруток.
Общие положения при гибке арматуры:

- Гибка арматуры происходит в направлении от оператора.
- Педаль используется только в автоматическом режиме.
- Любые проверки и регулировки проводите при отсутствии на рабочей поверхности ЛЮБЫХ предметов, включая гибочные пальцы, упор и арматуру.
- Перед каждой наладкой, а также при смене оператора, проверяйте положение переключателя фаз (направление вращение диска).
- Перед каждой наладкой, а также при смене оператора, проверяйте работу концевых выключателей возврата.
Основными причинами поломки являются:
При обнаружении каких-либо дефектов и неисправностей, необходимо незамедлительно прекратить эксплуатацию оборудования. Перечень наиболее вероятных неисправностей приведен в таблице. При возникновении прочих неполадок или неисправностей, которые не удалось устранить самостоятельно, пожалуйста, свяжитесь с нашей компанией.
|
Неисправность |
Причина |
Устранение неполадки |
| Течь масла | Негерметичность окна контроля уровня масла |
Загерметизировать окно |
| Негерметичность пробки сливного отверстия | Открутить, загерметизировать и плотно закрутить сливную пробку | |
| Негерметичность сальника приводного вала | По согласованию с сервисным центром замените сальник | |
| В автоматическом режиме диск не останавливается | Не работают концевые выключатель | Прочистить, продуть сжатым воздухом концевики |
| Раздаются нехарактерные звуки | Недостаток, выработка масла, засорение редуктора | Проверьте уровень масла, при необходимости долейте |
| Арматура плохо гнется | Недостаточное напряжение питания | Проверьте напряжение питания |
| Ослабление натяжения приводного ремня |
Заново натяните/ замените приводной ремень |